工业机器人焊接气孔产生的5大原因分析
发布日期:2022-08-31 14:40 浏览量:
工业机器人焊接产生气孔,是自保护药芯焊丝半自动焊过程中经常会遇到的问题,下面我们就对自保护药芯焊丝半自动焊气孔产生原因进行分析。
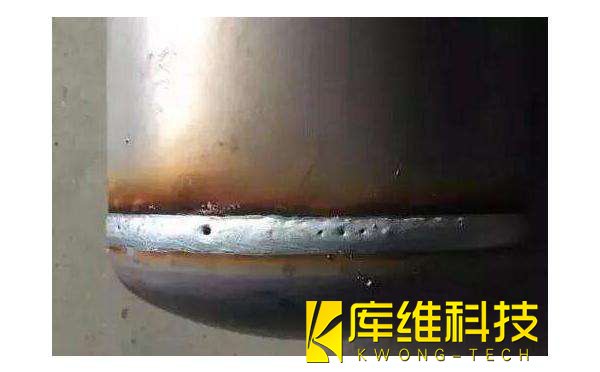
焊接机器人焊接气孔产生的5大原因
1)焊接时冷却速度的影响
在立焊段由于液态金属本身的重力,所以焊接速度较快,焊道熔深较浅,使焊缝液态金属冷却速度加快,气体逸出机会减少,造成焊道内产生较多气孔。
2)工业机器人焊接时飞溅的影响
目前使用的自保护药芯焊丝,在焊接时金属氧化飞溅较大。当导电嘴前端粘附的氧化金属飞溅达到一定数量后,它随着移动的焊丝一起进入熔池。这种现象随焊道填充金属量的增加情况更加严重,导致焊道内气孔产生。
焊工在施焊时,由于空间位置的限制,焊接时停弧。因此,热焊层、填充层及盖面层的焊缝接头容易叠加,使焊道内部产生密集气孔机会增大。
4)自然环境的影响
在湿度较大的环境中施工,收工时剩余的焊丝放置在露天环境中,未加妥善保管,造成焊丝受潮。另外,当施工环境的风速大于8m/s时,如果没有采取相应的防风措施,也是导致焊道产生气孔的一个重要因素。
5)焊接工艺参数的影响
自保护药芯半自动焊焊接工艺参数调节范围较窄,一般电弧电压在18~22V,送丝速度为2000~2300mm/min。因此,这两个参数必须调整好。否则,电压过高易造成焊道表面的熔渣保护效果不好,易产生气孔。
相关文章