焊接机器人主要包括机器人和焊接设备两部分。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。
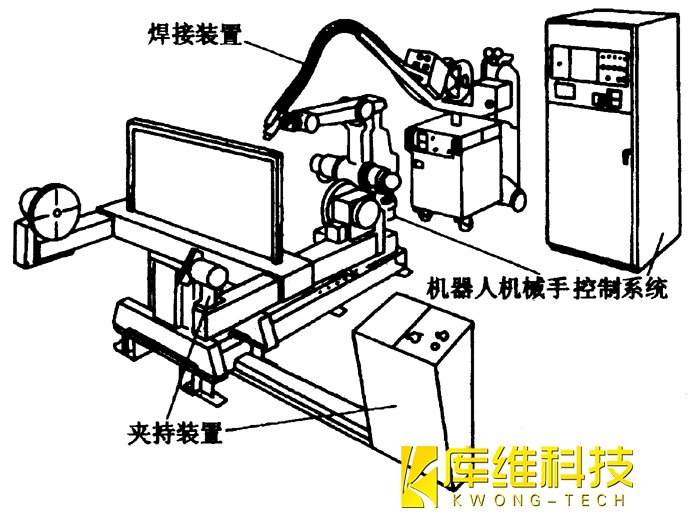
焊接机器人示意图
世界各国生产的焊接用机器人基本上都属关节机器人,绝大部分有6个轴。其中,1、2、3轴可将末端工具送到不同的空间位置,而4、5、6轴解决工具姿态的不同要求。焊接机器人本体的机械结构主要有两种形式:一种为平行四边形结构,一种为侧置式(摆式)结构。侧置式(摆式)结构的主要优点是上、下臂的活动范围大,使机器人的工作空间几乎能达一个球体。因此,这种机器人可倒挂在机架上工作,以节省占地面积,方便地面物件的流动。但是这种侧置式机器人,2、3轴为悬臂结构,降低机器人的刚度,一般适用于负载较小的机器人,用于电弧焊、切割或喷涂。平行四边形机器人其上臂是通过一根拉杆驱动的。拉杆与下臂组成一个平行四边形的两条边。故而得名。早期开发的平行四边形机器人工作空间比较小(局限于机器人的前部),难以倒挂工作。但80年代后期以来开发的新型平行四边形机器人(平行机器人),已能把工作空间扩大到机器人的顶部、背部及底部,又没有测置式机器人的刚度问题,从而得到普遍的重视。这种结构不仅适合于轻型也适合于重型机器人。近年来点焊用机器人(负载100~150kg)大多选用平行四边形结构形式的机器人。
上述两种机器人各个轴都是作回转运动,故采用伺服电机通过摆线针轮(RV)减速器(1~3轴)及谐波减速器(1~6轴)驱动。在80年代中期以前,对于电驱动的机器人都是用直流伺服电机,而80年代后期以来,各国先后改用交流伺服电机。由于交流电机没有碳刷,动特性好,使新型机器人不仅事故率低,而且免维修时间大为增长,加(减)速度也快。一些负载16kg以下的新的轻型机器人其工具中心点(TCP)的最高运动速度可达3m/s以上,定位准确,振动小。同时,机器人的控制柜也改用32位的微机和新的算法,使之具有自行优化路径的功能,运行轨迹更加贴近示教的轨迹。
机器人
焊接采用的是富氩混合气体保护焊,焊接过程中出现的焊接缺陷一般有焊偏、咬边、气孔等几种,具体分析如下:
(1)出现焊偏可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。
(2)出现咬边可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整功率的大小来改变焊接参数,调整焊枪的姿态以及焊枪与工件的相对位置。
(3)出现气孔可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。
(4)飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。
(5)焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。