超短脉冲激光,以皮秒以下的脉宽及高功率、短时间尺度为特点,能在材料发生明显热扩散前将能量沉积至目标区,实现金属焊接的高精度、低热影响、低热应力和变形。如使用飞秒激光,可实现铜和铝异种金属微焊接,焊缝宽度仅几微米,且界面形成纳米尺度金属间化合物,显著提升接头强度。
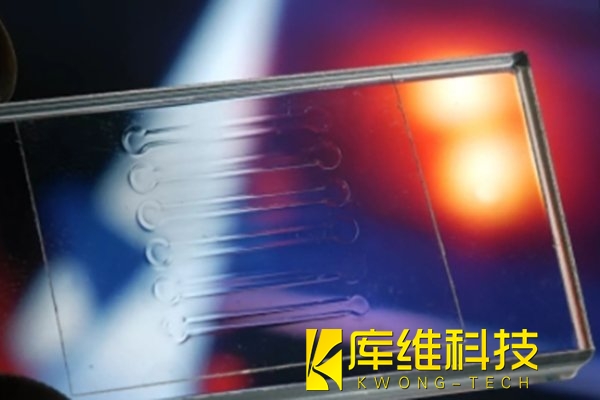
对于玻璃材料,超短脉冲激光焊接具有独特优势。玻璃对特定波长激光透明,超短脉冲激光可通过非线性吸收机制(如多光子吸收)在材料内部产生局部能量沉积,实现内部焊接而不影响表面。玻璃热导率和熔点低于金属,使脉冲激光能在小范围内实现材料局部熔化或软化,避免周围区域过热。脉冲激光在连接界面产生极快的加热和冷却,促进材料间键合,避免材料特性受损。
超短脉冲激光辐照玻璃引起电子激发和弛豫过程分为三个部分:
(1)当激光电磁场非常强时,电子通过超短脉冲激光的多光子吸收或隧道电力从价带激发到导带;
(2)激发的电子可吸收多个激光光子,提升自身能量,或被飞秒激光束强电场加速,与原子碰撞产生二次电子(碰撞电离)。此过程重复,导致雪崩电离;
(3)部分自由电子在电子-空穴对中弛豫,产生局域态,如自陷激子(STE)。STE在几百皮秒内松弛形成永久性缺陷。另一些自由电子将能量转化为晶格振动,产生热量后弛豫回基态。玻璃加热于激光照射后几十皮秒发生,几十毫秒后照射区域恢复至室温。当飞秒激光束以中等脉冲能量聚焦在堆叠玻璃基板的界面时,因加热仅在界面诱发局部熔化和快速固化,从而使玻璃连接;
超短脉冲激光在高重复率下引发局部区域温度骤升至几千开尔文,且在脉冲间隔内未完全冷却,形成热积累现象。此现象使玻璃局部区域达熔化点,形成焊接接头。经调整激光参数发现,各类玻璃材料,包括熔融石英、硼硅酸盐玻璃和低膨胀系数玻璃等,均可实现稳定焊接。
高重复率利于在脉冲期间积累热量导致局部熔化,重新凝固后形成稳定共价键,尤其适用于异种玻璃焊接,断裂强度在体积材料范围内,焊缝稳定。
应用领域:
1、光学器件:超短脉冲激光焊接可以用于连接不同的光学材料,确保光学性能不受影响;
2、电子器件:玻璃封装技术的应用中,激光焊接用于连接玻璃和金属部件,提供防潮和保护;
3、医疗器械:玻璃材料的焊接可以实现高强度的连接,确保器械的安全性和可靠性;
利用超短脉冲激光对玻璃材料进行焊接能发挥其独特优势。该方法利用飞秒或皮秒量级的超短脉冲激光,通过非线性吸收过程在材料内部产生局部熔化,实现精确焊接而不损伤表面。