激光-电弧复合焊接技术如何成功焊接20mm厚的钢板
发布日期:2024-11-07 13:56 浏览量:
激光-电弧复合焊接技术作为一种先进的焊接方法,近年来在工业领域中得到了广泛应用。尤其是在焊接厚板时,其高效和高质的特点尤为突出。本文将重点探讨如何利用这一技术成功焊接20mm厚的钢板,并分析其在实际应用中的优势。
激光-电弧复合焊接(HLAW)技术结合了激光焊接和电弧焊(GMAW)的优势,增加了激光束的穿透能力和 GMAW 的填充能力。该技术特别适用于厚板(>15 mm)的对接焊接,在造船、航空、海上、铁路和核工业等领域越来越受欢迎,因为其不仅提高了焊接质量和可靠性,还因其生产效率具有良好的经济优势。尽管研究人员们正在研究激光和电弧之间的协同作用,但对这一复杂过程的全面理解仍有待提高。
焊接20mm厚的钢板需要大量的热量和精确的控制,传统焊接方法往往难以达到理想的效果,容易出现焊缝不均匀、热影响区大等问题。激光-电弧复合焊接技术通过优化热输入和熔池控制,有效解决了这些难题。
使用激光-电弧复合焊接(HLAW)技术单道焊接20 mm厚的EH40钢板
在实验中使用15 kW光纤激光器,焊接速度为1500 mm/min,无需在钢板上加工任何斜边或额外准备的情况下完成焊接。在实验中,电弧在前、激光在后,焊丝的伸长量为20mm,焊丝与激光焦点之间的距离为4mm。电弧电压设置为26 V,送丝速度为11 m/min。实验结果表明,通过调整焊接间隙和激光焦点位置,可以有效避免焊接驼峰。当焊接间隙为0.5 mm、激光功率为15.5 kW和焊接速度1500 mm/min时,得到最佳焊接效果。该实验证明了激光-电弧复合焊接技术能在无需复杂准备、无需材料支持的情况下,通过单道焊接就实现了无缺陷的20 mm厚的钢板对接焊,展示了激光-电弧复合焊接技术的巨大潜力,并为焊接更高厚度的板材以及其他更具挑战性的应用提供了实验参考。
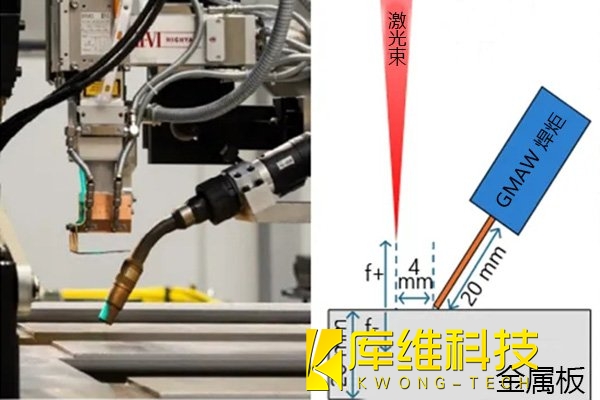
激光-电弧复合焊接(HLAW)装置的组成,包括激光焊接头、GMAW焊炬和钢板的相对位置。
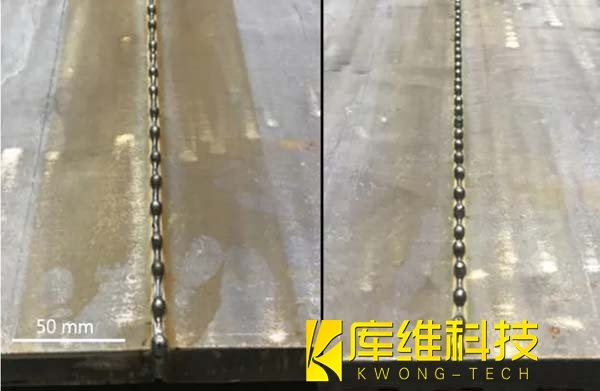
在焊接20 mm厚EH40板材时,焊接后所产生的驼峰现象。这一现象是由于焊接过程中熔融金属液滴的凝固而形成的,驼峰会影响焊接接头的质量,使得焊接接头底部不平整,易影响焊接接头的力学性能。
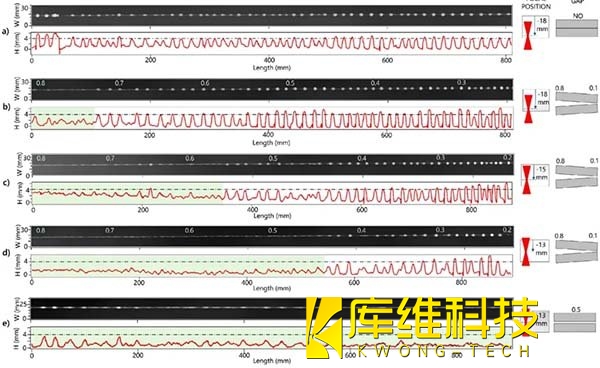
如图所示,使用轮廓仪获取的焊接底部的虚拟图像,以及沿焊接底部轴线的线轮廓。这些图像和轮廓显示了焊接底部的形态,包括是否存在驼峰,以及焊接过程中焊缝底部的宽度变化。
激光-电弧复合焊接(HLAW)技术取得了显著进展,特别是在焊接厚板时常见的驼峰缺陷上取得了突破。通过精确调整两个关键参数——焊接间隙和激光束的焦点位置,成功地优化了焊接过程,从而在0.5 mm的板材间隙、-13 mm的激光焦点位置、15.5 kW的激光功率和1500 mm/min的焊接速度下,实现了对20 mm厚EH40钢板的无缺陷单道焊接。这一成果不仅证明了HLAW技术在处理厚板焊接时的有效性和可靠性,而且也突显了其在提高焊接质量和效率方面的巨大潜力。
焊接样品显示出了优异的焊接质量,焊接底部没有气孔且无明显驼峰,钢板表面填充完美,这些都是良好底部形态的特征。这些结果得益于激光能量更有效的传递至板材底部,扩大了熔池,从而避免了焊接驼峰缺陷的形成。这一发现对于理解和控制焊接过程中的物理现象具有重要意义,为焊接工艺的进一步优化提供了科学依据。
激光-电弧复合焊接技术不仅在焊接速度和质量上具有显著优势,还能有效降低焊接成本和减少热影响区,适用于各种厚度的钢板焊接。未来,随着技术的进一步发展和应用领域的扩大,其潜力将更加巨大。
如果您有任何问题或需要进一步的信息,请随时联系我们!
相关文章