在现代制造业中,激光加工技术已经成为一种重要的加工手段,尤其是超快激光加工技术,以其高精度和高效率而受到广泛关注。本文将深入探讨超快激光加工的概念、特点和应用,帮助您全面了解这一前沿技术。
一、什么是超快激光加工?
超快激光加工是指使用脉冲持续时间在皮秒(10^-12秒)至飞秒(10^-15秒)级别的激光,进行材料加工的一种技术。与传统激光加工相比,超快激光加工能够实现更高的加工精度和更小的热影响区,从而减少材料的热变形和损伤。
二、超快激光的特点
激光按照出光时间长短,可分为四类:连续波、准连续、短脉冲和超短脉冲。"超快激光"则代表其输出的激光脉宽达到10-12s的皮秒级别,或更小的皮秒级别的脉冲激光。长度在几十到1纳秒之间的脉冲,我们称呼它们为亚纳秒激光。超快激光独特之处在于能在热扩散发生前将能量传输至材料中,加工产生的热损害很小,所以被誉为"冷加工"工艺。对比长脉冲激光器,超短脉冲激光器在多光子电离和电子到晶格的能量转移方面表现出色,在精密微细加工领域具有明显优势。
三、超快激光加工的应用
(1)超快激光在增材制造中的应用
增材制造(AM)已经成为了制造任意几何形状物体的关键技术。而将超快激光运用到增材制造中,使得难加工材料、透明材料以及微米和纳米制造的新一代制造技术得以实现。
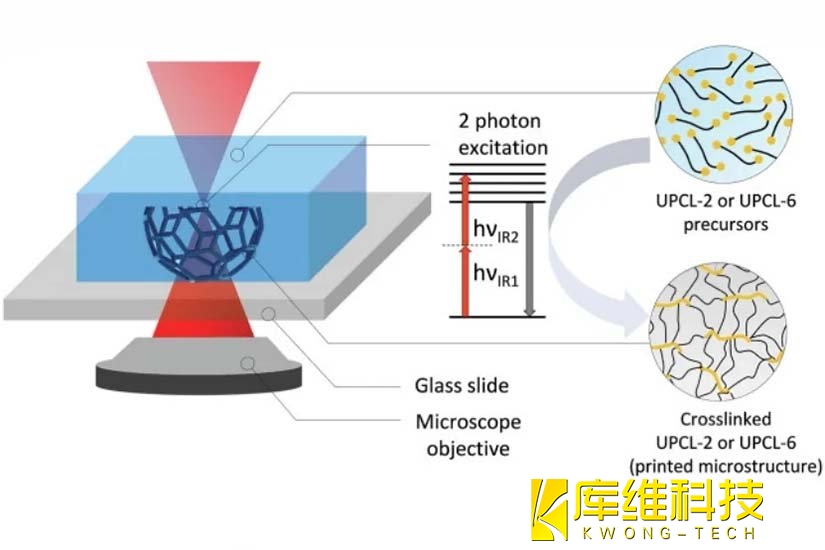
双光子聚合(2PP)是一种微纳3D打印技术,它通过飞秒脉冲激光选择性固化感光树脂,类似于光固化快速成型,但2PP 3D打印技术能以几百纳米的分辨率生产复杂的三维(3D)结构,精度远高于传统光固化成型技术。奥地利学者Aleksandr Ovsianikov就曾使用双光子聚合技术设计并合成了一种含有六官能氨基甲酸酯基遥爪聚己内酯(PCL)的材料,这种材料能满足生物医学微支架制造的需求,在组织工程领域具有巨大的应用潜力。
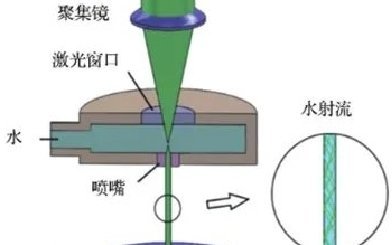
(2)超快激光在切割中的应用
心脏支架壁管非常薄,传统的机械切割难以胜任,而激光加工却能轻松应对。然而,普通激光烧蚀融化加工容易导致毛刺多、切槽宽度不均、表面烧蚀严重、筋宽不均等问题。而超快激光对血管支架的切割加工,既能获得高质量的切割平面,又能确保切割面热影响区小、切缝精准、表面光滑。
此外,针对传统金属支架存在的问题,研究人员开始转向生物可降解聚合物血管支架的研发。高分子聚合物是常用的非金属可降解支架材料。Stolberg等人为了解决材料热效应敏感的问题,利用飞秒激光结合多重消融加工的方法,成功切割出方形PLLA薄片,有效控制了热影响区。
(3)超快激光在微焊接中的应用
超短脉冲激光在透明固体介质中传播时,会引发非线性吸收、熔化损伤、等离子体形成、烧蚀、光丝传播等多种现象。超快激光玻璃微焊接技术正是基于此原理,通过让异种材料在结合界面微小尺度范围内等离子体化后再重构实现连接。例如,Octav P. Ciuca等科学家就成功使用皮秒激光实现了铝与玻璃的微焊接,这也是金属与玻璃间微焊接的一项重大突破。
(4)超快激光制造表面微结构
尽管传统表面处理可提升材料表面生物活性,但操作较为繁琐,改性后性能稳定性不佳。而激光微加工则简便易行,能够在植入物表面构建微观三维立体结构,且改性后性能稳定,对基体影响较小。例如,王瑞等人研究了超快激光加工技术在Ti6Al4V合金表面改性的应用,通过飞秒激光在已打磨光滑的钛合金表面进行微观结构加工。结果显示,经过激光加工改性的钛合金表面生物相容性得到显著提升,有助于细胞生长及种植体与骨骼的融合。
随着微加工技术所能达到的最小特征尺寸逐渐缩小,如何进一步提升加工精度和质量成为了亟待解决的问题。超快激光加工技术在微加工领域的出色表现,正吸引着越来越多的行业专家和学者的关注。随着制造业的繁荣发展和对高性能材料需求的日益增长,加工方法也将随之迅速发展。