激光电弧复合焊接技术:焊接速度对焊接效果的影响
发布日期:2024-12-16 14:09 浏览量:
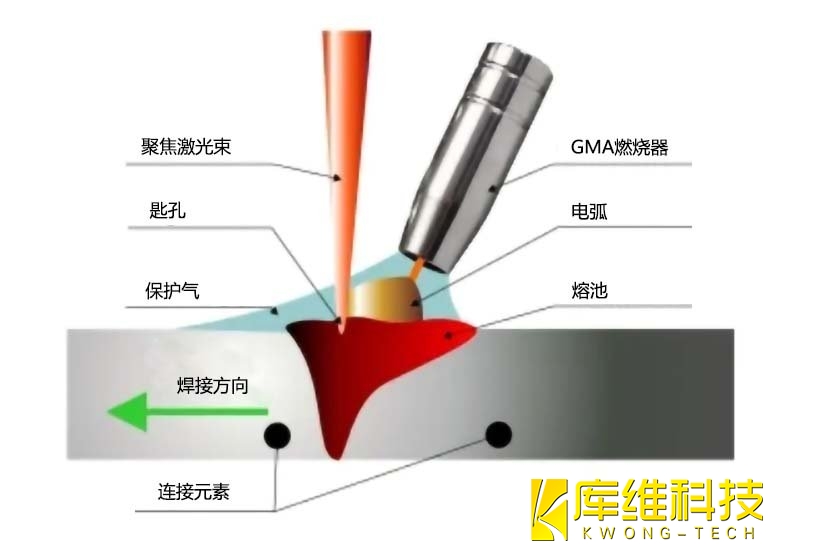
激光电弧复合焊(LAHW)作为一种先进的焊接技术,在工业制造领域,特别是船舶制造行业中备受瞩目。该技术融合了激光焊与电弧焊的优势,能够在提升焊接速度的同时,维持甚至优化焊接接头的性能。焊接速度作为 LAHW 的关键工艺参数之一,对焊缝成形、焊接过程稳定性以及最终产品的机械性能起着决定性作用。有研究表明,焊接速度的变化会直接影响焊接热输入与熔滴过渡模式,进而作用于焊缝的几何形状与微观结构。在高功率激光与高焊接速度的条件下,焊接速度对焊缝成形的影响尤为突出,其不仅与焊接生产效率息息相关,还直接关乎焊接接头的质量与可靠性。
一、焊接速度对焊缝成形的影响
在激光电弧复合焊中,焊接速度对焊缝成形有着显著影响。随着焊接速度的提升,焊缝的冷却效果减弱,母材的热损失降低,热效率得以提高,进而影响焊缝的穿透深度、宽度以及焊缝余高。焊缝穿透深度随焊接速度的增加而减小,焊缝宽度增大,而焊缝余高逐渐降低。较低的焊接速度会致使线能量升高,高温熔融金属剧烈蒸发,形成较大的焊缝余高。随着焊接速度的提高,热影响区域(HAZ)面积减小,减少了氧化物夹杂物的形成,缩短了HAZ,改善了焊缝的机械性能。同时,焊接速度的增加还有助于降低材料的热变形。在保证焊缝质量的前提下,提高焊接速度能够提升焊缝的机械性能,从而提高焊接生产率。焊接速度是影响焊缝成形和焊接质量的重要因素,需根据实际工作条件进行合理调整,以确保焊缝高度和宽度的一致性。
二、焊接速度对熔滴过渡的影响
当焊接速度较慢时,会产生更大的热输入,原因在于焊接速度减慢意味着焊缝单位长度上的热能输入时间增加。较大的热输入会影响熔滴的形成,在较慢的焊接速度下,焊丝有更多的时间被加热和熔化,导致熔滴尺寸变大。焊接速度的增加会促使熔滴过渡频率提升。这是因为焊接速度增加时,单位时间内通过焊缝的焊丝量减少,因此每个熔滴需要更快地过渡以保持连续焊接,从而增加了熔滴过渡的频率。
适当提高焊接速度会使熔滴过渡频率增加,熔滴体积减小,并且熔滴更趋向于焊丝轴线,从而改善焊缝表面质量和动态过程稳定性。随着速度的提升,熔滴的转移模式由短路过渡转变为射流过渡,这种转变有助于减少焊接飞溅并提高焊缝的渗透深度。在高焊接速度下,熔滴与熔池的接触时间缩短,减少了金属蒸汽对熔滴过渡的阻碍作用,使得电弧稳定性增强,焊缝成形更加均匀。适当增加焊接速度对于优化熔滴过渡行为、提高焊接质量和过程稳定性具有积极作用。
三、焊接速度对缺陷的影响
在激光 - 电弧复合焊接中,焊接速度对焊缝缺陷的影响十分显著。研究表明,焊接速度的变化会直接影响焊缝成形以及焊缝中的缺陷类型,如气孔和底部驼峰。
当焊接速度较小时,焊接热输入较大,导致熔池易塌陷,这可能会引起焊缝成形不良并增加气孔缺陷的风险。气孔缺陷随焊接速度的增加而减少,这是因为焊接速度和匙孔稳定性与气孔缺陷的形成密切相关。过快的焊接速度会导致匙孔不稳定,从而促进气孔的形成。而随着焊接速度的增加会导致匙孔的倾斜角度增大,匙孔后壁容易因匙孔的不稳定性而坍塌,增加了焊缝的气孔率。当焊接速度较大时,由于激光能量密度不足,激光小孔熔透不稳定,焊缝底部易形成驼峰,这是激光-电弧复合焊接的主要缺陷之一。底部驼峰不仅影响底部熔池的流动,还容易导致焊缝上表面塌陷,严重影响焊接质量。
在激光电弧复合焊接中,焊接速度是关键工艺参数之一,对焊缝成形和接头性能有着显著影响。当焊接速度过快时,激光能量密度不足,导致激光小孔熔透不稳定,焊缝底部易形成驼峰,同时可能引起气孔等缺陷,降低焊缝的冲击韧性。相反,焊接速度过慢时,焊接热输入较大,熔池易塌陷,同样影响焊缝成形和接头的力学性能。所以选择合适的焊接速度对于优化焊接过程、提高焊缝质量至关重要。工艺窗口的选择需综合考虑焊接速度、激光功率、电弧参数等因素,以确保焊缝成形良好、减少缺陷,从而获得理想的焊接接头性能。
相关文章

IFR迎首家中国移动机器人成员优艾智合推动工业制造新变革

增长91.3%,赋能“智”造还得看协作机器人