在现代工业加工领域,激光打孔技术凭借其高精度、高效率、非接触式加工等优势,得到了广泛应用。而脉冲宽度作为激光打孔的一个关键参数,对打孔效果与质量有着至关重要的影响。
一、脉冲宽度的概念
脉冲宽度即激光脉冲持续的时间。较短的脉冲宽度通常在纳秒(ns)甚至皮秒(ps)、飞秒(fs)级别,而较长的脉冲宽度可以达到毫秒(ms)级别。
二、脉冲宽度对激光打孔效果的影响
(1)孔的尺寸精度
短脉冲宽度:在短脉冲激光作用下,材料吸收激光能量的时间极短,瞬间产生的高温使材料迅速汽化蒸发,形成极小的蚀除区域。因此,短脉冲宽度的激光更容易打出直径较小、尺寸精度高的小孔。例如,在电子元器件的微加工中,皮秒或飞秒激光可以打出直径仅为几微米的小孔,且孔的尺寸偏差非常小。
长脉冲宽度:长脉冲宽度的激光输出能量相对较为平缓,材料的去除过程相对较慢,容易导致孔的直径较大,尺寸精度相对较低。但在一些需要较大孔径的加工中,长脉冲宽度的激光可以提高加工效率。
(2)孔的深度
短脉冲宽度:虽然短脉冲激光的能量集中,但由于作用时间短,对材料的穿透深度有限。一般来说,短脉冲宽度的激光更适合加工较薄的材料或者进行浅孔加工。
长脉冲宽度:长脉冲激光能够持续向材料输入能量,使材料内部的温度逐渐升高,从而增加了激光的穿透深度。对于较厚的材料或者需要深孔加工的情况,长脉冲宽度的激光具有一定的优势。
(3)孔的形状
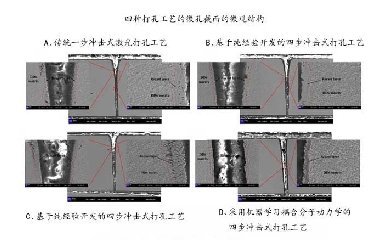
短脉冲宽度:由于短脉冲激光的能量高度集中,产生的热影响区较小,打出的孔通常比较规则,孔壁光滑。尤其是在加工高硬度、高脆性材料时,短脉冲激光可以有效地避免孔壁的破裂和裂纹的产生。
长脉冲宽度:长脉冲激光在加工过程中会产生较大的热影响区,容易导致孔壁出现熔融、重铸等现象,使孔的形状变得不规则。而且,长脉冲激光加工后的孔壁粗糙度相对较大。
三、脉冲宽度对激光打孔质量的影响
(1)热影响区
短脉冲宽度:短脉冲激光打孔的热影响区非常小,几乎可以忽略不计。这对于一些对材料性能要求较高的应用非常重要,如航空航天领域的零部件加工,热影响区小可以保证材料的强度和韧性不受影响。
长脉冲宽度:长脉冲激光打孔会产生较大的热影响区,使材料的组织结构发生变化,降低材料的性能。例如,在金属材料的加工中,热影响区可能会导致材料的硬度降低、耐腐蚀性能下降等问题。
(2)加工效率
短脉冲宽度:短脉冲激光的能量集中,但单个脉冲的能量相对较低,因此加工效率相对较低。为了提高加工效率,通常需要提高激光的重复频率。
长脉冲宽度:长脉冲激光的单个脉冲能量较高,可以在较短的时间内去除更多的材料,从而提高加工效率。但是,长脉冲激光的加工精度和质量相对较低,需要根据具体的加工要求进行选择。
在实际应用中,需要根据加工材料的性质、孔的尺寸要求、加工效率等因素,合理选择脉冲宽度,以获得最佳的打孔效果和质量。