在航空航天发动机叶片的冷却微孔中,在心脏支架的精密网格结构里,在5G手机主板的微米级通孔内——激光微钻孔技术正以惊人的精度重塑现代制造业的边界。随着全球制造业对微孔加工精度要求突破0.1mm级,这项技术凭借其非接触、高效率、多材料适应性的特点,正在替代传统机械钻孔、电火花加工等工艺,成为精密制造领域的核心技术。本文将深度解析这项革命性技术的核心优势及产业化应用。
一、应用背景
传统微孔加工技术面临诸多挑战:机械钻孔排屑困难、润滑不足,难以加工深微孔;电火花加工(EDM)电极损耗大、材料去除率低,影响孔的质量;电化学加工(ECD)电解液浓度难以维持,不适用于深微孔;超声加工(USM)工具磨损严重,加工效率低。相比之下,激光微钻孔技术具有非接触加工、适用材料广、加工效率高、热影响小等优势,成为解决上述问题的理想选择。
二、基本原理
激光微钻孔(LBMD)是一种非传统钻孔技术,其核心是通过聚焦透镜将激光精准作用于特定表面区域,利用热能实现材料的去除,进而完成微结构的加工,如微凹坑、微沟槽和微孔。其基本原理包括两个阶段:
-
光热阶段:激光能量使材料熔化和蒸发,同时产生等离子体和反冲压力,促进材料排出,形成微孔。
-
光化学阶段:激光能量直接破坏原子键,进行非热烧蚀。
激光波长的影响
激光波长对加工质量和效率有重要影响。短波长(如紫外激光)具有更大的单光子能量,能以“冷加工”的方式去除材料;而长波长(如红外激光)则单光子能量小,通过分子共振使材料热运动加剧,实现热烧蚀去除。当入射光子数量足够时,紫外激光也会发生光热转换,产生热烧蚀。
(1)用不同波长纳秒激光加工碳纤维增强碳化硅材料,1064nm激光烧蚀阈值小,易去除材料,但热影响区大;355nm激光加工质量好,热影响区小,但烧蚀阈值大。
(2)加工薄柔性玻璃时,1030nm激光有效切割速度快但质量差,343nm激光加工质量优但速度慢,515nm激光则兼具质量和效率。
激光脉冲根据持续时间可分为长脉冲、短脉冲和超短脉冲
-
长脉冲激光:材料去除率高达 27.4mm³/min,但热影响区大。
-
短脉冲激光:加工质量和精度优于长脉冲,但仍存在热影响问题。
-
超短脉冲激光:有效改善热影响区、重铸层和裂纹等缺陷,不过材料去除率较低,约为 0.054mm³/min。
三、激光微钻孔方法
激光微钻孔的常见工艺方法包括复制法和轮廓迂回法:
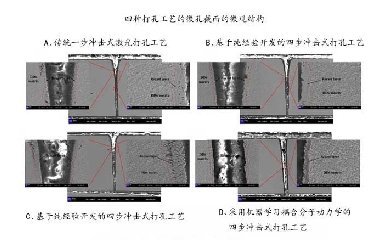
(1)复制法:激光头与工件都保持不动,通过调节激光头和工件的距离寻找到最小的光斑或最好的焦点位置后,在此距离使用连续的激光照射加工区域。在工业应用中,激光有单脉冲叩击法和多脉冲叩击法两种形式,由于多脉冲叩击法的打孔效果更好,在工业加工领域更为常见。
(2)轮廓迂回法:工件保持不动,通过光学系统控制激光束在工件表面移动。该方法可细分为旋切法和螺旋扫描法。
旋切法加工时,激光头会根据设定好的路径进行移动,能够获得圆整度较高的小孔或诸如正方形、三角形、多边形的异形孔。而在加工高深径比的微孔时,
螺旋扫描法更为有效。螺旋扫描法是在使用多脉冲叩击法的同时,激光源沿设定好的螺旋路径和速度移动,通过调节速度和螺旋路径可以改变微孔的深度以及锥度。
基于激光脉冲持续时间和孔尺寸,可进一步分为:
(1)微钻孔:采用微秒和纳秒短脉冲,加工直径小于1mm的孔;
(2)纳米钻孔:采用短于1ps的激光脉冲,加工直径200-600nm的孔;
(3)精密钻孔:采用飞秒激光脉冲,用于高质量钻孔。
四、不同材料的加工特性
(1)有色金属
-
铜:铜因高反射率导致激光钻孔困难且成本高。
-
铝:铝及其合金在诸多行业应用广泛,但高反射率和热导率使其激光加工颇具挑战。
(2)黑色金属
-
钢:激光脉冲钻孔不锈钢时,材料去除机制主要包括加热、熔化和汽化,较高的激光脉冲强度可提高材料去除率。
(3)难切削材料
-
镍基高温合金:激光微钻孔应用于镍基高温合金时,存在孔锥度、重铸层和飞溅沉积等缺陷。采用高频率和高功率可减少此类缺陷,控制焦点位置能控制孔直径,不同辅助气体对飞溅形成有不同影响,高温涂层可减少微裂纹和分层。
-
钛合金:钛合金机械钻孔较为困难,激光微钻孔是加工钛合金的潜在技术。
五、广泛应用
(1)汽车发动机喷油嘴制造:汽车发动机喷油嘴的孔质量会影响燃油雾化和喷射模式,进而影响发动机效率和排放。激光微钻孔可加工出圆度好、锥度低、碎屑少且内壁光滑的微孔,其钻孔时间为0.8-2s(孔径0.15-0.2mm,厚度0.25-0.35mm),比电火花加工快10倍 ,是汽车行业生产喷油嘴的可行选择。
(2)医疗领域:在心脏支架制造方面,中国每年约有200万个支架植入患者体内。激光切割因灵活性高、产量大、加工时间短,成为制造复杂设计支架的首选,超短脉冲激光可实现高质量微切割,无需后处理。
(3)电子领域:在喷墨打印机喷嘴制造中,惠普部分型号打印机采用激光钻孔技术,如Deskjet 800C和Desk Jet 1600C使用28µm直径的激光钻孔喷嘴,分辨率达600dpi,优于传统电铸方法。在印刷电路板(PCB)制造中,激光钻孔可加工微盲孔,满足产品小型化需求,如皮秒激光能加工直径4µm、孔间距8µm的微盲孔,比20µm尺寸的纳秒激光钻孔提升6.7倍。
(4)其他领域:在微流控装置制造中,激光钻孔可在玻璃等材料上加工无碎屑、无热损伤的微端口。在涡轮叶片气膜孔加工方面,激光微钻孔是在镍基高温合金叶片上加工冷却孔的常用技术,长脉冲激光加工速度快但有缺陷,超快激光能减少热影响区和重铸层。在废水处理的微滤器制造中,弗劳恩霍夫激光技术研究所开发的激光钻孔微型塑料过滤器,含有5900万个直径10µm的微孔,其采用多光束工艺,用超短脉冲激光系统实现同时钻孔。