激光焊接中保护气参数的关键作用与优化策略
发布日期:2025-03-17 09:48 浏览量:
在精密制造领域,激光焊接技术凭借高能量密度和低热输入特性成为核心工艺,但其对保护气参数的敏感性常成为制约焊接质量的关键因素。本文从气体类型、流量控制及吹气方式三个维度,结合材料特性与工艺实践,解析保护气参数对焊接效果的调控机制。
一、保护气类型
保护气的主要作用是隔绝氧气、调控熔池行为并改善能量耦合效率。从化学性质上划分,保护气可分为惰性气体(氩气、氦气)与活性气体(氮气、二氧化碳)。
惰性气体(氩气、氦气)与活性气体(氮气、CO₂)的应用需基于材料特性:
-
氩气(Ar):密度高(1.784 kg/m³),适合薄板焊接(<3 mm),如1.5 mm低碳钢焊缝氧化层仅0.5 μm。但低导热性(0.0177 W/m·K)导致熔深较浅,需通过离焦或脉冲调制抑制等离子体云。
-
氦气(He):导热系数是氩气的8倍(0.1513 W/m·K),可提升熔深35%(如8 mm厚5083铝合金),但高成本限制其大规模应用。其高电离能(24.6 eV)能有效增强激光能量吸收。
-
氮气(N₂):在不锈钢焊接中与Cr形成氮化物,提升强度(如304不锈钢焊缝Cr含量达18.2%),但过量使用会导致双相不锈钢脆性相析出。
二、保护气流量的影响
保护气流量直接关系到气体的覆盖能力以及熔池的流体动力学。流量不足(Re<2300)易引发氧化与气孔,过量(Re>2300)则导致飞溅与焊缝凹陷。优化策略需结合材料热导率:
-
钢与不锈钢:低碳钢薄板(1-2 mm)推荐10-15 L/min,厚板(>6 mm)增至18-22 L/min。例如,6 mm厚316L不锈钢流量20 L/min时,HAZ硬度均匀性提升30%。
-
铝合金:高导热性要求3 mm厚7075铝合金流量25-30 L/min,超厚板(>10 mm)需复合吹气避免湍流。
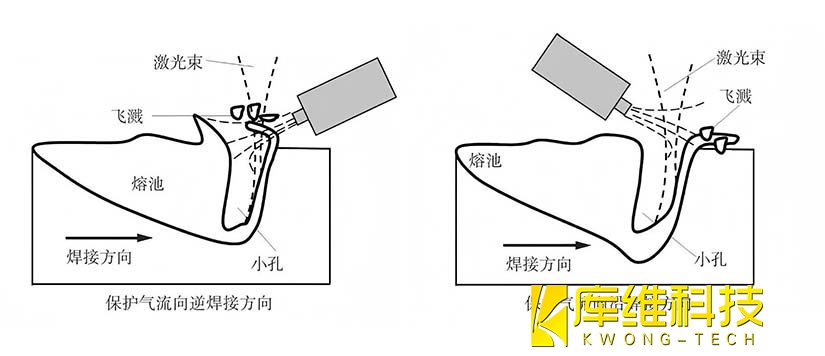
三、保护气吹气方式的影响
-
同轴吹气:气流与激光束同轴输出,能够对称覆盖熔池,适合高速焊接(如汽车镀锌钢 1.2 mm薄板焊接速度达40 mm/s,飞溅率 < 0.1),但可能干扰激光聚焦。
-
侧向吹气:气流从熔池侧方导入,可以定向清除等离子体或底部杂质,适用于深熔焊(如 12 mm厚Q345钢侧吹30°时熔深增加18%,底部气孔率降至0.8%)。
-
复合吹气:结合了同轴与侧向吹气的方式,能够同步抑制氧化与等离子体干扰(双喷嘴设计使3 mm厚6061铝合金气孔率从2.5%降至0.4%,抗拉强度达母材95%)。
四、保护气对焊接质量影响
保护气参数的本质作用体现在三方面:
-
能量传递:氦气加速冷却减少热影响区,氩气延长熔池存在时间利于薄板成形;
-
熔池稳定性:适当流量抑制飞溅,过量引发涡流缺陷;
-
化学保护:惰性气体隔绝氧化,活性气体需精确控制浓度(如Ar-2%N₂混合气提升双相不锈钢强度)。
通过多参数耦合优化,可实现焊接效率提升20%-35%(如氦-氩混合气降低铝合金焊接成本),同时保障焊缝力学性能与耐蚀性。
保护气的类型、流量以及吹气方式在激光焊接工艺中起着至关重要的作用。只有深入了解并合理优化这些参数,才能充分发挥激光焊接技术的优势,提升焊接质量,满足不同材料和应用场景的需求,推动现代精密制造行业的进一步发展。
相关文章

激光焊接技术革新:43秒完成新能源汽车车身制造

激光微钻孔技术全解密:材料、原理、方法及应用大揭秘

激光焊接知识分享:焊缝跟踪技术
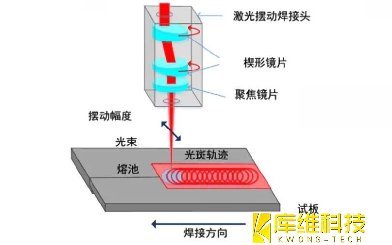
激光焊接技术分享:激光摆动焊接技术

2024年激光焊接技术的最新趋势
水导激光加工:高效精密制造的工艺规程

不同类型的焊接方法有哪些,适合哪些应用?
超短脉冲激光焊接在玻璃材料上的应用

超短脉冲激光焊接在陶瓷材料上的应用
