在高端制造领域,激光切割碳化硅(SiC)技术已成为半导体、航空航天等行业的核心工艺之一。碳化硅凭借其高硬度、耐高温、抗辐射等特性,广泛应用于晶圆切割、精密零件加工等场景。但这一工艺对设备精度与工艺控制的要求极为严苛,其中压力传感器的精度直接影响切割过程的稳定性与最终质量。本文将从技术原理、精度等级影响、实际应用案例及优化建议四个维度展开分析。
一、压力传感器在激光切割中的核心作用
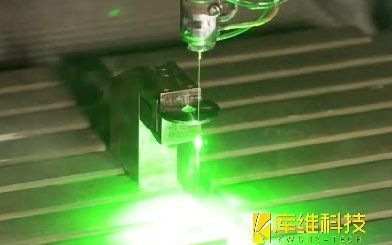
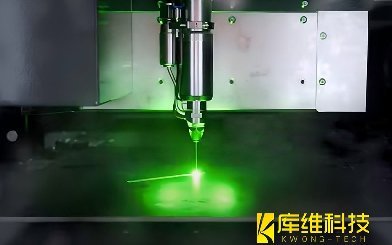
激光切割碳化硅的工艺复杂度体现在多物理场协同控制中。以水导激光切割为例,高压水射流需与激光光路精确同步,通过压力传感器实时监测水流压力波动,确保切割线条的笔直度与切割面的平整度。在隐形切割(Stealth Dicing)工艺中,压力传感器还需配合激光聚焦系统,动态调节改性层厚度,避免因压力偏差导致晶圆剥离失败。
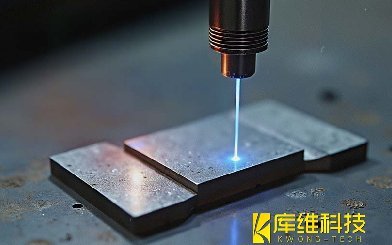
压力传感器在激光切割碳化硅过程中实时监测气体压力,通过反馈控制系统调整气流参数,确保切割工艺的稳定性。若传感器精度不足,可能导致气体压力波动,从而引发以下问题:
-
熔渣残留(挂渣);
-
切缝宽度不均或扩大;
-
热影响区扩大,材料内部应力增加。
二、精度等级对切割质量的具体影响
压力传感器的精度等级通常以满量程误差(FS)表示,常见等级包括±0.02% FS(C3级)、±0.1% FS(G1级)等。不同精度等级对切割质量的影响主要体现在以下方面:
1、热影响区控制
碳化硅的热导率较低(约4.9 W/m·K),切割过程中易产生热积累。若压力传感器精度不足(如±0.5% FS),可能导致水射流压力波动,使激光能量分布不均,热影响区扩大10%-15%,甚至引发晶格结构损伤。
2、切割面粗糙度
高精度传感器(如C3级)可维持±0.02%的压力稳定性,配合超短脉冲激光(脉宽<10ps),可将切割面粗糙度从Ra 1.2μm降至Ra 0.3μm以下。而低精度传感器(如G5级)的±0.5%误差会导致切割面出现周期性波纹,影响后续封装工艺。
3、晶圆剥离成功率
在隐形切割中,压力传感器需配合激光功率动态调节改性层厚度。实验数据显示,采用±0.1% FS(G1级)传感器的工艺,晶圆剥离成功率可达98.7%,而±0.3% FS(G3级)传感器仅达89.2%。
三、实际应用中的精度优化策略
1、多传感器冗余系统
针对高价值碳化硅晶圆切割,可采用三冗余压力传感器架构,通过卡尔曼滤波算法融合数据,将综合误差控制在±0.05% FS以内,较单一传感器方案提升稳定性40%。
2、温度补偿技术
碳化硅切割环境温度波动(±5℃)会导致传感器零点漂移。采用铂电阻PT1000与MEMS压力传感器组合,结合多项式拟合算法,可将温度补偿精度提升至±0.01% FS。
3、动态压力校准
在切割过程中引入实时校准机制:每切割10mm进行一次压力基准校准,通过对比理论压力曲线与实测数据,自动修正传感器误差。该技术可使长晶圆切割的直线度误差从±20μm降至±5μm。
四、行业应用建议
半导体制造:优先选择C3级(±0.02% FS)或C2级(±0.03% FS)传感器,配合闭环控制系统,满足12英寸晶圆切割的微米级精度需求。
航空航天:采用抗振动设计的G1级(±0.1% FS)传感器,结合隔振平台,确保极端工况下的压力稳定性。
科研实验:推荐±0.01% FS级定制化传感器,支持纳米级切割实验的精度验证。
在激光切割碳化硅的工艺中,压力传感器的精度是影响切割质量的核心因素之一。高精度传感器通过稳定辅助气体压力,可显著提升切缝一致性、减少热损伤,并降低生产成本。随着MEMS工艺与人工智能算法的进步,未来高精度、低漂移的压力传感器将推动切割效率提升30%以上,同时降低生产成本。