随着时代的发展,压力容器产品涉及航天、电力、化工、医药等诸多行业,其质量是否合格、是否安全可靠运行直接影响着我国工业的发展与人民的生活水平,压力容器广泛应用于电力、石油化工、制药、煤炭等行业。提高其焊接质量和机械自动化水平对压力容器乃至整个焊接行业都具有十分重要的意义。焊接领域影响着自动化技术、材料科学、环境、无损检测、机械与腐蚀等多门学科。而焊接自动化技术是焊接领域的一个重要分支,对实现焊接自动控制具有重要意义。对于压力容器来说,焊接自动化技术主要分为硬件和软件两方面。硬件主要指压力容器自动焊接设备和方法;软件主要指计算机技术、电子技术、自动控制技术以及信息技术等进入压力容器焊接领域而形成的焊接控制技术、人工智能技术及专家系统等。
压力容器自动焊接设备
在压力容器的焊接生产过程中往往涉及到多种自动焊接机器人设备,如:电渣焊机、埋弧焊机、气体保护焊机(CO2焊机和氩弧焊机等)、等离子焊机等。我国压力容器焊接自动化技术起始于20世纪五、六十年代,到目前为止取得了很大的成就。近年来,国产自动和半自动焊机已占焊机总量的20。55%,MIG/MAG焊机年增长63。12%,TIG焊机年增长19。24%,埋弧焊机年增长135。36%。逆变焊机作为一种新技术和新工艺,具有优良的焊接性能和电气性能,适用于各种不同的弧焊方法和压力容器多位置焊接。美国、日本逆变焊接的应用程度已达到30%,而我国的逆变焊机已经发展到第三代产品,在国内压力容器行业的应用前景是十分乐观的。如:东方锅炉厂、海擎重工机械有限公司、兰州石油化工机械厂等已将TIG、CO2逆变焊机等用于锅炉、压力容器的全位置焊接。在20世纪90年代初,国内已研制出多头埋弧自动焊和多头MAG自动专用焊机,目前国内已有十多家单位使用国产模式水冷壁专用焊机。现代焊接机器人尤其是弧焊机器人作为典型的程序控制柔性焊接系统,具有效率高、质量稳定等优点,在压力容器焊接领域受到高度重视。柔性焊接机器人随着其价格不断降低将在我国推广应用,成为焊接设备的微机自动化控制技术的一个发展方向。除此之外,一些工艺设备的改进,如:液压封头筒体对装设备、万向焊接转台、小直径筒体纵缝环缝自动焊装置等,在很大程度上也提高了压力容器焊接自动化程度。
压力容器自动化焊接方法
埋弧自动焊是目前压力容器焊接的主要工艺方法,应用于封头拼板焊缝、筒节纵环焊缝等,使焊接过程的自动化和机械化成为现实。但目前国内埋弧自动焊的控制系统大多仍采用简单的模拟电路,整体性能有待进一步提高。堆焊技术主要用于厚壁压力容器的焊接,其中带极埋弧堆焊由于母材熔深浅且较均匀,对工件表面质量要求低,成为国内外压力容器内壁堆焊的主要方法。
最近研制出的高速带极堆焊法,与带极埋弧堆焊相比,堆焊层边界晶粒细小,杂质含量低,是一种经济性较好的堆焊方法。窄间隙焊接技术对于厚壁压力容器可进行全位置焊接,易于实现焊接过程的自动化。目前,该技术实现了焊前预置参数、自动稳定焊接电压、电流和速度,并且具有高度和横向自动跟踪系统,实现焊缝的自动焊接。
气体保护焊具有电弧热量集中,熔池小,结晶快及焊接过程无熔渣等优点,主要用于全位置和薄板焊接,有利于实现焊接过程的机械化和自动化。
CO2焊是一种高效率焊接方法,我国石油天然气第七建设公司从美国引进了球罐药芯焊丝全位置自动焊接技术,焊接熔敷效率高、速度快,改善了焊接条件。
TIG焊接技术主要用于对焊缝密封性能和力学性能要求高的压力容器,能对熔深体积和形状进行精确的控制,可较好地实现压力容器的全位置焊接。
激光自动焊接技术由于具有极高的能量密度,其HAZ区极小的特点,能焊接几乎所有的金属,可以进行全位置焊接,已向厚壁压力容器焊接发展,但由于价格昂贵且设备笨重,在压力容器的应用前景有待观察。
压力容器焊接控制技术
近年来焊接自动控制技术在压力容器行业得到了很大的发展。焊缝跟踪是焊接自动化控制系统的一个重要组成部分,对实现压力容器生产过程的焊接自动化意义深远。目前,应用的焊缝跟踪系统主要包括接触式和非接触式两种类型。接触靠模式跟踪系统通过横向跟踪、纵向跟踪和微调系统保持导电嘴和焊缝之间距离不变,实现环缝焊接自动化,但有时会因坡口及焊缝的加工装配不均匀而影响传感器的测量精度。非接触式跟踪系统与其它学科联系紧密,目前国内外学者对此进行了不同程度的研究。非接触式超声波跟踪传感用到埋弧焊机上进行对焊缝坡口检测的焊缝跟踪,能满足压力容器制造的需要,在低成本焊接自动化具有较好的应用前景。基于CCD视觉焊缝跟踪系统可以用于埋弧焊、等离子弧焊等多种焊接方法和设备中,但鉴于焊接过程的应用环境恶劣,传感器要受到弧光、高温、烟尘等的干扰,使传感器的精度、抗干扰性能和灵敏度受到不同程度影响。虽然迄今为止已研究出多种自动跟踪方法,但大多数还处于试验阶段。随着计算机信息技术的发展和新型传感方式的研究,焊缝跟踪技术将会在压力容器行业得到广泛应用,进一步提高压力容器焊接过程的自动化和智能化程度。
压力容器焊接案例
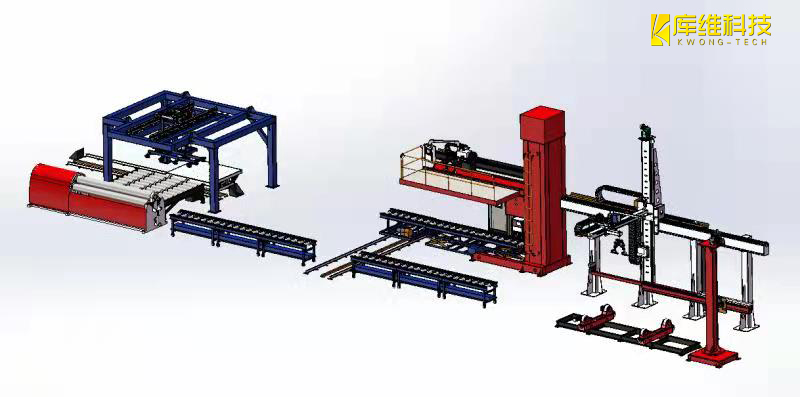
库维科技于2015年与某企业合作建设智能压力容器(热水器内胆)自动化焊接生产线项目,成功实现经济效益和产能效益双提升。压力容器智能机器人柔性自动化生产线是由柔性机器人工作站及输送线体组成的一站式柔性自动化生产线。生产线通过集成视觉检测及对位、自动焊接、自动搬运及其它各种辅材等功能来实现压力容器的自动生产。
项目效益:
产线单班到可以生产500件的能效,昼夜班可以生产到1000件,完全不需要按照以前三班制作业,且周六日也无需加班。
通过工艺改善、设备和自动化率的改造产能和品质的保证已经凸显,对整个产业的技术提升起到了较大的促进作用;
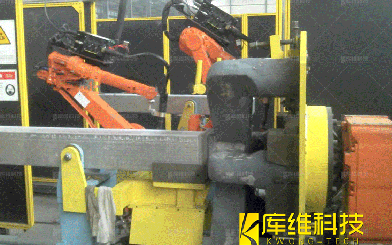
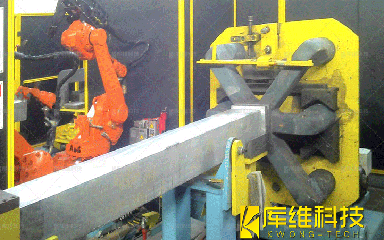
通过式环缝焊接系统
1、针对低温绝热气瓶自动化生产线专门设计而成,实现了物料转运不下线,到位检测、上料、夹紧、焊接及下料的自动化作业;
2、通过式的特殊设计结构,配合流水输送装置:整体布局简洁大方,物流流转直接顺畅,占地面积小;
3、双枪MIG焊接系统搭载成熟的激光跟踪系统,实现焊接过程的自动化,无需人为干预,焊枪根据焊缝位置自动调整,是实现自动化作业重要保障;
4、此焊接系统特别适合产品规格型号相对固定、换型频率低、单批次生产量的流水化作业。
注:本文部分资料来源网络,如有侵权请联系删除。